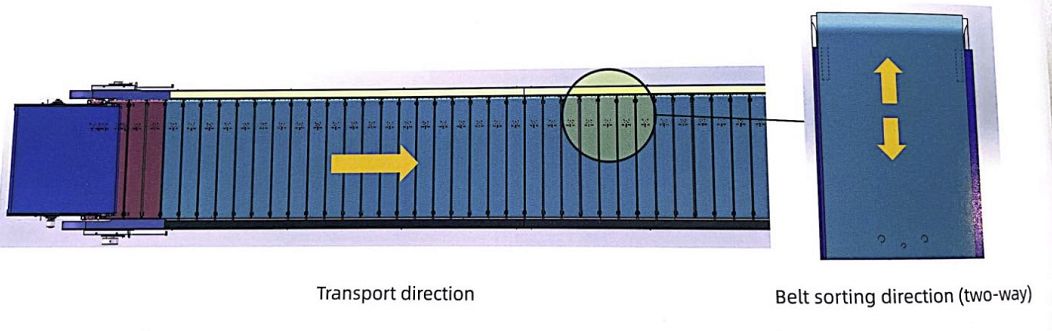
Lineær tværbåndssortering drives af en motor gennem en kæde for at drive båndbærere, som bærer pakker.Efter at scanningssystemet har opnået information om slisken og størrelse, vil detudløse omledningsmekanismen ved slisken gennem PLC-krav for at få vogne til at bevæge sig i sorteringsretningen en efter en, for at levere pakkerne til slisken og opnå formålet med at sortere pakker.
| Vare | Parametre | ||
| Motorkraft | 11kw (30-40m) | 15kw (40-50m) | 18,5kw (50-60m) |
| Formidling af bredde | 1000 mm | ||
| Formidlingshastighed | 1,5 m/s | ||
| Slisker centrum afstand | 2200 mm | ||
| Max sorteringseffektivitet | 6000PPH (Pakelængde ved 800 mm) | ||
| Max sorteringsstørrelse | 1600X1000(LXW) | ||
| Max sorteringsvægt | 60 kg | ||
| Slidebredde | 2400-2500 mm | ||
| Minimum afstand mellem pakker | 300 mm | ||
| Carrier pitch | 15,24 mm | ||
| Bæltebredde | 140 mm | ||
| Skiftende vinkel | 1000 mm bredde med 25 grader, 1200 mm bredde med 32 grader | ||
| Magnetventil | |||
| Vare | Parametre | |||
| Motorkraft | 9kw (30-40m) | 11kw (40-50m) | 15kw (50-60m) | 18,5kw (60-100m) |
| Formidlingshastighed | 2-2,2 m/s | |||
| Min. Skærebredde | 1000 mm | |||
| Max sorteringseffektivitet | 8500PPH (Pakelængde ved 400 mm) | |||
| Elektrisk tromlemotoreffekt | 300W | |||
| Lastevægt | 60 kg/m | |||
| Slidebredde | 2400-2500 mm | |||
| Carrier pitch | 15,24 mm | |||
| Bæltebredde | 126 mm | |||
Ansøgning
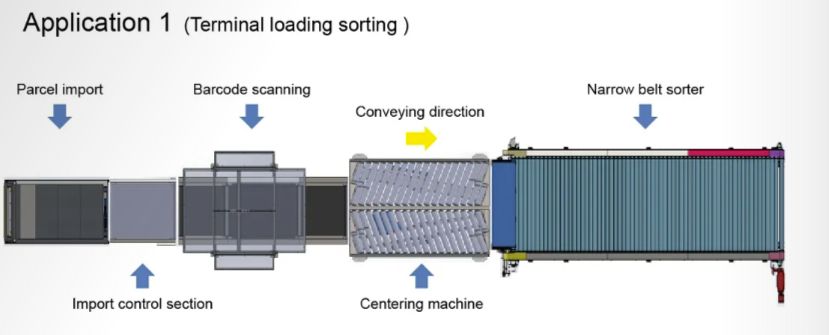
Terminal loading sortering
1. Pakker blev importeret gennem teleskopbånd eller andre metoder til sortering linje.
2. Pakker blev kontrolleret af importkontrolsektionen for at opnå pakkeafstanden og efter læsning af stregkodegitteroplysninger og dimensionsoplysninger.
3. Smal båndsorterer sorterer til det udpegede gitter efter kom gennem centreringsmaskine.
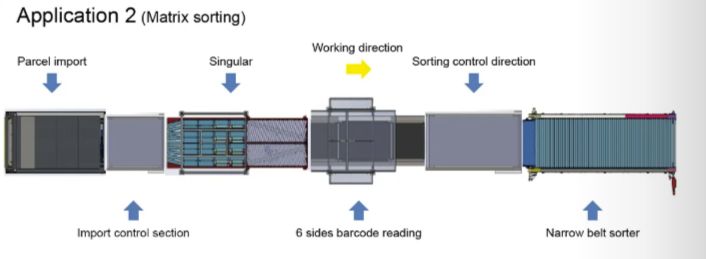
Matrix sortering
1. Pakker blev importeret gennem teleskopbånd eller andre metoder til sortering linje.
2. Pakker blev transporteret i et enkelt stykke efter singular systemaflæsning og efter læsning af stregkodegitteroplysninger og dimensionsoplysninger.
3. Smal båndsorterer sorterer pakker til det udpegede gitter efter kontrolsektionen.
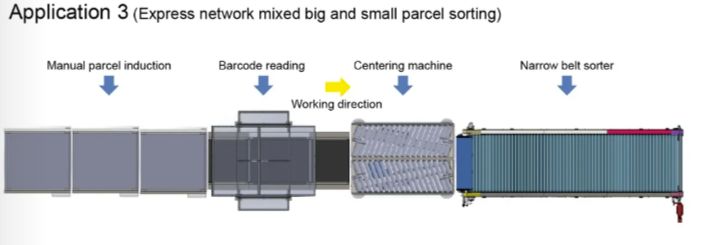
System kører flow
1. Sæt manuelt pakker på induktionsbæltet, og hvert bånd tillad kun én pakke, så hver pakke blev kontrolleret.
2. Pakkebånd og dimensionsoplysninger blev aflæst fra stregkodeaflæsning.
3. Sorterede pakker falder til det angivne bånd efter centreringsmaskine.
Cases på stedet